
Manufactured for a wide variety of applications, providing versatile and reliable performance.

Suitable for conveying materials at high temperatures, maintaining durability and efficiency.
Engineered to meet fire-resistant standards, ideal for areas with fire hazards.

These specialized conveyor belts are crafted from synthetic rubber to transport materials containing oils, greases, and various oily substances efficiently.

These rubber sheets are specifically designed to withstand high levels of stress, making them ideal for demanding industrial applications.

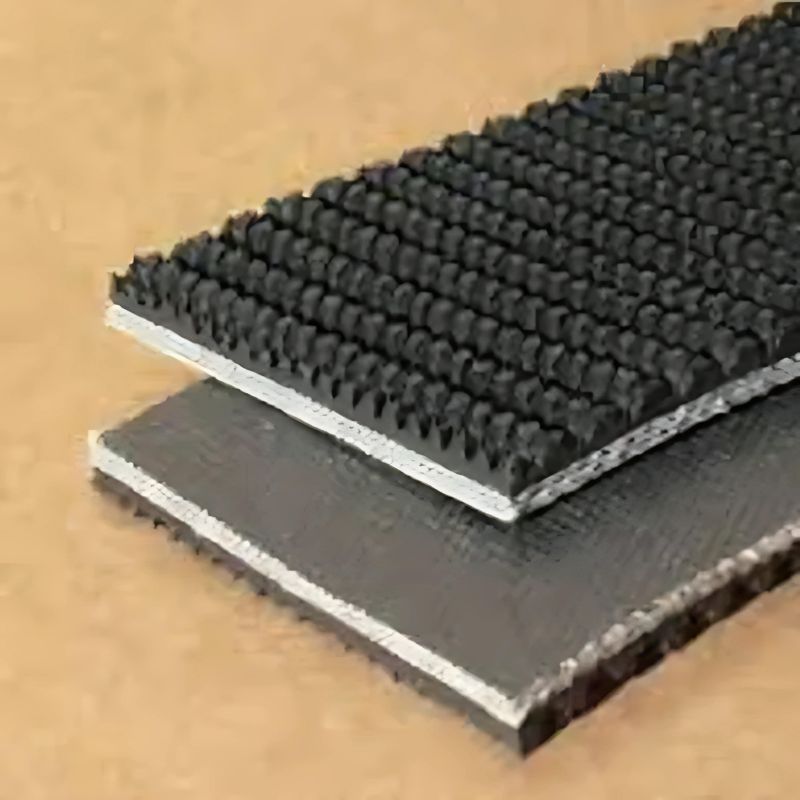
These are profiled belts with cleats on the surface to ensure that the material that is carried along the way at steep inclines, does not roll back

Belts designed to efficiently support conveyor systems with steep inclination angles, ensuring reliable performance in challenging terrains.
Heavy-duty conveyor belt with innovative straight-warp carcass, delivering superior performance & longevity compared to traditional multi-ply belts.
Ideal for transporting lightweight materials like cartons, paper, glass, and packaged goods, ensuring efficient and smooth conveyance in various applications.

Manufactured to be used as telescopic, feed belts, weighing /packaging belts, and in bag diverting applications where speed is very high and pulley diameter is as narrow as 100mm.